- 頭條自適應式智能樹干涂刷裝置系統的研制與開發2021-01-08 作者:蔣小輝 胡川 等 | 來源:《電氣技術》 | 點擊率:導語三峽大學科技學院、中國船級社宜昌分社、向家壩電廠、武漢理工大學、上海電力安裝第二工程有限公司的研究人員蔣小輝、胡川、張官祥、何煌、葛佳,在2019年第9期《電氣技術》雜志上撰文指出,林木作物涂刷石灰水對防治蟲害及防凍意義重大。 本文基于SolidWorks開發一套自適應式智能樹干涂刷裝置,并進行受力及強度分析,旨在克服人工涂白中存在的效率低、質量差等缺點。該自適應式智能樹干涂刷裝置采用模塊化設計,具有較高的穩定性及自適應能力,集成可編程控制系統、儲壓式供液系統、運動系統,能夠自動進行樹徑測量及智能選夾,完成360°環抱噴涂的涂刷,具有節能及避免風機疲勞損壞等優點,滿足不同工況下樹干涂刷的工藝要求。
目前,我國樹木的涂白工作主要由人工完成,但這種傳統的人工作業方式存在著涂白質量參差不齊、工作效率低下、涂刷原料浪費過大、涂白劑對人體危害大等缺點。相關科研院校曾經提出一些設計思路并申請了發明專利,但是由于零部件加工難度大、控制系統過于復雜、地面環境適應能力差等而難以推廣。
本文針對人工樹木的涂白及我國樹干涂刷裝置的研究現狀,研制了一套智能樹干涂刷裝置,其具有易于控制,適應性較強,工作效率及自動化程度高等優點,以滿足公共服務系統對樹木涂刷需求。
1 自適應式智能樹干涂刷裝置系統構成
1)移動系統。移動裝置包括機架及底盤模塊,機架擬采用前置V型卡槽手推車的結構,承重與支撐整個機構。智能樹干涂刷裝置的車體底盤安裝機架,擬采用四輪結構,具有較高的穩定性和對地面的適應性。
2)噴涂機構及其選向、運動機構。噴涂機構作為自適應式智能樹干涂刷裝置最直接的執行裝置,可移動式噴涂機構擬采用4個開度可調型環形噴頭以滿足不同樹徑噴刷需求。其選向及運動機構滿足環形噴頭自動選向、上下運動。
3)傳動系統。傳動系統作為該智能樹干涂刷裝置工作的能量傳遞載體,包括攪拌電動機到攪拌裝置的傳動、可移動式噴涂機構與換向步進電動機之間的傳動、可移動式噴涂機構與升降電動機之間的傳動以及開度可調型環形噴頭與其開合電動機之間的傳動。
4)控制系統。智能樹干涂刷裝置采用基于可編程控制器的控制系統,包括控制器、外圍回路、控制流程,以實現供液系統自動加壓、可移動式噴涂機構的自動選向、上下運動及噴刷等動作。
5)儲能式供液系統。儲能式供液系統包括盛放容器及攪拌裝置、加壓風機、液體輸送管道及相應的控制閥門,實現涂覆劑自動儲能,避免風機長時間疲勞損壞。
2 自適應式智能樹干涂刷裝置三維建模
本文根據樹木涂白裝置系統構成及功能,基于SolidWorks完成自適應式智能樹干涂刷裝置三維建模。選擇合適的設計類型及結構形式,設計智能涂刷裝置總圖及零件圖,合理設計智能涂刷裝置零件及尺寸參數。
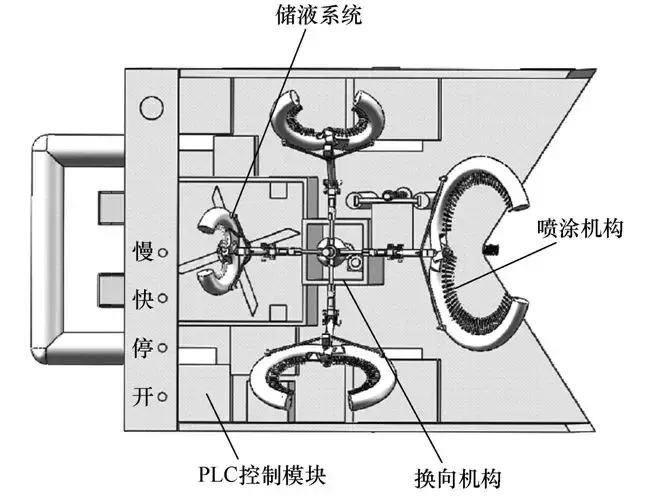
圖1(a)智能涂刷裝置三維模型俯視圖
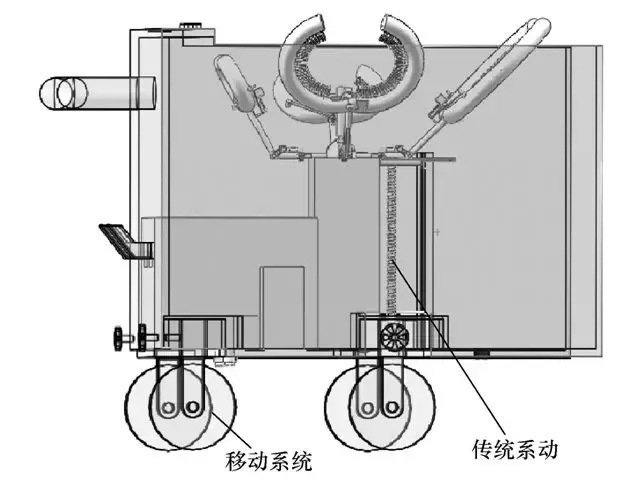
圖1(b)智能涂刷裝置三維模型主視圖
3 可移動式噴涂機構分析(略)
噴涂機構是自適應式智能樹干涂刷裝置的核心機構,是滿足360°環抱噴涂刷工藝要求的最直接的執行裝置,因此對其做必要的運動及力學分析意義重大。
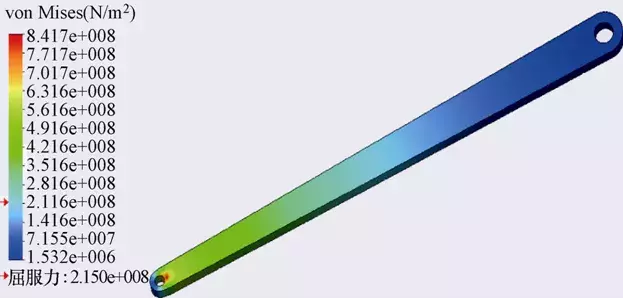
圖4 支架應力場
由圖4可以看出,支架靠近驅動電機的一側受力比較大,而與環形噴頭連接側的受力較小,因此支架靠近驅動電機側的強度應重點考慮。
4 自適應式智能樹干涂刷裝置涂刷工藝過程
1)涂刷工藝過程
將自適應式智能樹干涂刷裝置的V型卡槽卡住樹桿,可伸縮樹徑測量儀將其伸縮量采集并傳輸給可編程控制器,可編程控制器根據計算可得知預刷白樹木的大致直徑。然后根據計算結果控制步進電動機旋轉,調節合適大小的環形噴頭至開口端,并與樹木貼合。
控制器控制推桿電動機運動,在齒輪與齒條的配合下,齒條推動兩根支架的鉸接端運動,使兩個環形噴頭將樹木環抱箍緊,接著控制器控制加壓風機對涂覆劑存儲箱內加壓,同時控制電磁閥開啟,使涂覆劑沿管道進入可伸縮軟管內,將涂覆劑噴涂在樹干上,與此同時,升降電動機開始工作,升降臺通過定位磁體與次連接桿定位連接,并推動環形噴頭升降,完成樹干刷白作業。
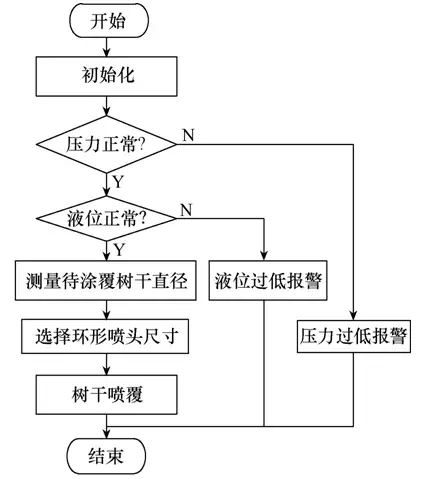
圖5 涂刷工藝流程圖
2)儲能式供液壓力及液位控制過程
自適應式智能樹干涂刷裝置在進行樹干涂覆時,對涂覆劑的液位和壓力有嚴格要求,涂覆劑應保持一定壓力及液位,以便其足量地噴覆在樹干表面,滿足樹干防蟲、保暖要求。運行中控制器實時檢測涂覆劑壓力、液位,當低于要求值時,則控制加壓風機及補給泵起動補充涂覆劑及其壓力。
3)涂覆劑攪拌工藝過程
為了保證自適應式智能樹干涂刷裝置正常、可靠工作,涂覆劑必須保證一定的溶解度要求,當自適應式智能樹干涂刷裝置開起后,控制器則發出指令,驅動攪拌電動機運行,帶動涂覆劑翻動,防止涂覆劑沉淀,保證涂覆劑的溶解度要求。
自適應式智能樹干涂刷裝置完成整個樹干涂覆工藝流程如圖6所示。
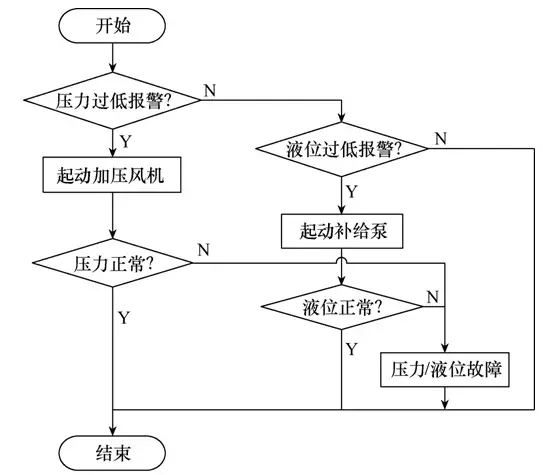
圖6 涂覆劑加壓工藝流程圖
總結
本文依據我國林木涂白現狀,設計出一種自適應式智能樹干涂刷裝置。通過該裝置基于SolidWorks三維建模及其重要部件(環形噴頭及支架)的運動、應力分析,根據計算結果進一步優化模型。
該自適應式智能樹干涂刷裝置基于可編程控制器實現傳動系統、儲能式供液系統、噴涂機構及換向系統之間的聯動與配合,自動完成樹徑測量、噴頭尺寸選擇及涂覆工作。同時集成4×4行星輪結構的移動系統能夠提高該裝置的環境適應能力。



電廠關鍵技術研究及其應用”專題征稿通知.jpg)